您好,歡迎來(lái)到佛山市中恒三禾激光科技有限公司網(wǎng)站
免費(fèi)服務(wù)熱線:
13825522567

佛山市中恒三禾激光科技有限公司
制造總部地址:廣東省佛山市順德區(qū)倫教街道常教社區(qū)興業(yè)南路5號(hào)海信樓二樓四號(hào)
激光焊接機(jī)銷售熱線:13825522567(微信同號(hào))
激光打標(biāo)機(jī)銷售熱線:18925921200(微信同號(hào))
售后熱線:13380272667(微信同號(hào))
展會(huì)、采購(gòu)、網(wǎng)站聯(lián)系電話:0757-22159789,
傳真:0757-27755259
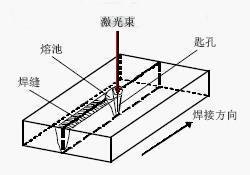
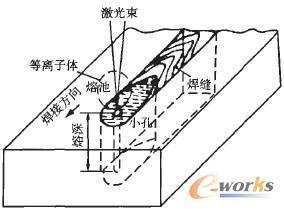
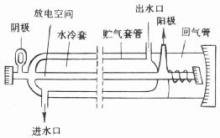
激光深熔焊接一般采用連續(xù)激光光束完成材料的連接,其冶金物理過(guò)程與電子束焊接極為相似,即能量轉(zhuǎn)換機(jī)制是通過(guò)“小孔”(Key-hole)結(jié)構(gòu)來(lái)完成的。在足夠高的功率密度激光照射下,材料產(chǎn)生蒸發(fā)并形成小孔。這個(gè)充滿蒸氣的小孔猶如一個(gè)黑體,幾乎吸收全部的入射光束能量,孔腔內(nèi)平衡溫度達(dá)2500℃左右,熱量從這個(gè)高溫孔腔外壁傳遞出來(lái),使包圍著這個(gè)孔腔四周的金屬熔化。小孔內(nèi)充滿在光束照射下壁體材料連續(xù)蒸發(fā)產(chǎn)生的高溫蒸汽,小孔四壁包圍著熔融金屬,液態(tài)金屬四周包圍著固體材料(而在大多數(shù)常規(guī)焊接過(guò)程和激光傳導(dǎo)焊接中,能量首先沉積于工件表面,然后靠傳遞輸送到內(nèi)部)。
激光深熔焊接的主要工藝參數(shù)
(1)激光功率。激光焊接中存在一個(gè)激光能量密度閾值,低于此值,熔深很淺,一旦達(dá)到或超過(guò)此值,熔深會(huì)大幅度提高。只有當(dāng)工件上的激光功率密度超過(guò)閾值(與材料有關(guān)),等離子體才會(huì)產(chǎn)生,這標(biāo)志著穩(wěn)定深熔焊的進(jìn)行。如果激光功率低于此閾值,工件僅發(fā)生表面熔化,也即焊接以穩(wěn)定熱傳導(dǎo)型進(jìn)行。而當(dāng)激光功率密度處于小孔形成的臨界條件附近時(shí),深熔焊和傳導(dǎo)焊交替進(jìn)行,成為不穩(wěn)定焊接過(guò)程,導(dǎo)致熔深波動(dòng)很大。激光深熔焊時(shí),激光功率同時(shí)控制熔透深度和焊接速度。焊接的熔深直接與光束功率密度有關(guān),且是入射光束功率和光束焦斑的函數(shù)。一般來(lái)說(shuō),對(duì)一定直徑的激光束,熔深隨著光束功率提高而增加。
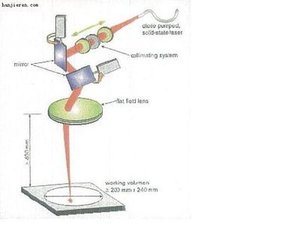
(2)光束焦斑。光束斑點(diǎn)大小是激光焊接的最重要變量之一,因?yàn)樗鼪Q定功率密度。但對(duì)高功率激光來(lái)說(shuō),對(duì)它的測(cè)量是一個(gè)難題,盡管已經(jīng)有很多間接測(cè)量技術(shù)。


光束焦點(diǎn)衍射極限光斑尺寸可以根據(jù)光衍射理論計(jì)算,但由于聚焦透鏡像差的存在,實(shí)際光斑要比計(jì)算值偏大。最簡(jiǎn)單的實(shí)測(cè)方法是等溫度輪廓法,即用厚紙燒焦和穿透聚丙烯板后測(cè)量焦斑和穿孔直徑。這種方法要通過(guò)測(cè)量實(shí)踐,掌握好激光功率大小和光束作用的時(shí)間。
(3)材料吸收值。材料對(duì)激光的吸收取決于材料的一些重要性能,如吸收率、反射率、熱導(dǎo)率、熔化溫度、蒸發(fā)溫度等,其中最重要的是吸收率。
影響材料對(duì)激光光束的吸收率的因素包括兩個(gè)方面:首先是材料的電阻系數(shù),經(jīng)過(guò)對(duì)材料拋光表面的吸收率測(cè)量發(fā)現(xiàn),材料吸收率與電阻系數(shù)的平方根成正比,而電阻系數(shù)又隨溫度而變化;其次,材料的表面狀態(tài)(或者光潔度)對(duì)光束吸收率有較重要影響,從而對(duì)焊接效果產(chǎn)生明顯作用。
CO2激光器的輸出波長(zhǎng)通常為10.6μm,陶瓷、玻璃、橡膠、塑料等非金屬對(duì)它的吸收率在室溫就很高,而金屬材料在室溫時(shí)對(duì)它的吸收很差,直到材料一旦熔化乃至氣化,它的吸收才急劇增加。采用表面涂層或表面生成氧化膜的方法,提高材料對(duì)光束的吸收很有效。

(4)焊接速度。焊接速度對(duì)熔深影響較大,提高速度會(huì)使熔深變淺,但速度過(guò)低又會(huì)導(dǎo)致材料過(guò)度熔化、工件焊穿。所以,對(duì)一定激光功率和一定厚度的某特定材料有一個(gè)合適的焊接速度范圍,并在其中相應(yīng)速度值時(shí)可獲得最大熔深。
(5)保護(hù)氣體。激光焊接過(guò)程常使用惰性氣體來(lái)保護(hù)熔池,當(dāng)某些材料焊接可不計(jì)較表面氧化時(shí)則也可不考慮保護(hù),但對(duì)大多數(shù)應(yīng)用場(chǎng)合則常使用氦、氬、氮等氣體作保護(hù),使工件在焊接過(guò)程中免受氧化。
(6)透鏡焦距。焊接時(shí)通常采用聚焦方式會(huì)聚激光,一般選用63~254mm(2.5”~10”)焦距的透鏡。聚焦光斑大小與焦距成正比,焦距越短,光斑越小。但焦距長(zhǎng)短也影響焦深,即焦深隨著焦距同步增加,所以短焦距可提高功率密度,但因焦深小,必須精確保持透鏡與工件的間距,且熔深也不大。由于受焊接過(guò)程中產(chǎn)生的飛濺物和激光模式的影響,實(shí)際焊接使用的最短焦深多為焦距126mm(5”)。當(dāng)接縫較大或需要通過(guò)加大光斑尺寸來(lái)增加焊縫時(shí),可選擇254mm(10”)焦距的透鏡,在此情況下,為了達(dá)到深熔小孔效應(yīng),需要更高的激光輸出功率(功率密度)。
(7)焦點(diǎn)位置。焊接時(shí),為了保持足夠功率密度,焦點(diǎn)位置至關(guān)重要。焦點(diǎn)與工件表面相對(duì)位置的變化直接影響焊縫寬度與深度。
在大多數(shù)激光焊接應(yīng)用場(chǎng)合,通常將焦點(diǎn)的位置設(shè)置在工件表面之下大約所需熔深的1/4處。
(8)激光束位置。對(duì)不同的材料進(jìn)行激光焊接時(shí),激光束位置控制著焊縫的最終質(zhì)量,特別是對(duì)接接頭的情況比搭接結(jié)頭的情況對(duì)此更為敏感。例如,當(dāng)淬火鋼齒輪焊接到低碳鋼鼓輪,正確控制激光束位置將有利于產(chǎn)生主要有低碳組分組成的焊縫,這種焊縫具有較好的抗裂性。有些應(yīng)用場(chǎng)合,被焊接工件的幾何形狀需要激光束偏轉(zhuǎn)一個(gè)角度,當(dāng)光束軸線與接頭平面間偏轉(zhuǎn)角度在100度以內(nèi)時(shí),工件對(duì)激光能量的吸收不會(huì)受到影響。
(9)焊接起始、終止點(diǎn)的激光功率漸升、漸降控制。激光深熔焊接時(shí),不管焊縫深淺,小孔現(xiàn)象始終存在。當(dāng)焊接過(guò)程終止、關(guān)閉功率開(kāi)關(guān)時(shí),焊縫尾端將出現(xiàn)凹坑。另外,當(dāng)激光焊層覆蓋原先焊縫時(shí),會(huì)出現(xiàn)對(duì)激光束過(guò)度吸收,導(dǎo)致焊件過(guò)熱或產(chǎn)生氣孔。
為了防止上述現(xiàn)象發(fā)生,可對(duì)功率起止點(diǎn)編制程序,使功率起始和終止時(shí)間變成可調(diào),即起始功率用電子學(xué)方法在一個(gè)短時(shí)間內(nèi)從零升至設(shè)置功率值,并調(diào)節(jié)焊接時(shí)間,最后在焊接終止時(shí)使功率由設(shè)置功率逐漸降至零值。
本文章來(lái)自于佛山中恒三禾激光:http://yumianzhiye.com/gwb.html